|
8. Task8 Development of Hydrogen Production Technology 8.1 R&D Goals This research, which is part of the International Clean Energy Network using Hydrogen Conversion (WE-NET), aims to establish hydrogen production technology based on the solid high polymer electrolyte water electrolyis method which offers higher efficiency and lower cost than conventional methods of hydrogen production. In fiscal 1999, as well as implementing development of large-scale cell lamination (electrode area 2,500 cm2, 10 cells) by using two hydrogen production methods (electroless plating method and hot press method), work was started in tandem with task 7 on developing cells (electrode area 1,000 cm2) for hydrogen stations. Moreover, in continuation from the previous year, conceptual design was carried out on optimum conditions in hydrogen production on a practical scale, and the impact on hydrogen production cost was examined. In research on solid high polymer electrolytes resistant to high temperatures, numerous types of high polymer electrolytes were bonded and assessment of characteristics was carried out. Furthermore, review was carried out on the latest literature concerning water electrolysis. The contents of work are summarized in the following report. 8.2 Results in FY 1999 8.2.1 Development of Hydrogen Production Technology by Electroless Plating Method 8.2.1.1 Research objectives (a) Research on durability improvement (b) Development of optimization technology for cell structure (c) Development of stacking technology for large area cell (d) Development of cell stack for hydrogen supply station 8.2.1.2 Research on Durability Improvement Existing evaluation equipment was modified so as to conduct durability tests under the pressurized conditions. The durability for electrolytic performance and gas purity were estimated. (1) Conditions of Electrolysis Test From conditions in 1998, following 2 points were changed. - In terms of cell structure, thickness of electrolyte was changed to 178mm with the view of improving durability. - Electrolytic pressure was gone up from atmospheric pressure to 0.4MPa. <Conditions of Durability Test> -Cell : 50cm2 cell cut out from 1,000cm2 cell -Current density : 1A/cm2 -Electrolysis Pressure : 0.4MPa -Electrolysis temperature : Cell A:120℃, Cell B:100℃ (2) Initial Electrolytic Performance Figure 8.2.1-1 shows the test results of initial electrolytic performance in case of electrolytic temperature was changed. In the case of electrolysis temperature 120℃, energy efficiency was more than 93%. It was shown that energy efficiency could achieve more than 90% even though Nafion 117 membrane (thickness 178μm) was used. (3) Durability Test Results Figure8.2 1-2 shows the test results of the durability estimation. Although the test was conducted for nearly 500 hours, stable performance was demostrated. (4) Development of Durability Test Apparatus for 1,000cm2 Cell Durability test apparatus was newly developed for 1,000cm2 cell. The specification of apparatus was as follows. - Electrolysis temperature: 〜130℃ 8.2.1.3 Development of Stacking Technology for Large Area Cell (1) Improvement of current collector In order to improve the characteristics of contact between titanium fiber sintered compact and cell, various methods were examined. The test results are shown in Table 8.2.1-1. All of the methods were effective. Particularly, high temperature vacuum processing was most effective in reducing surface roughness. For a future step, evaluation of electrolytic performance will be promoted to examine optimum processing conditions. 8.2.1.4 Development of Optimization Technology for Cell Structure (1) Improvement of Electroless Plating Traditional method was to heat plating solution from outside by waterbath, but it required long time for heating. The method was changed to putting heater directly in plating solution as for 1,000cm2 plating cell. It was come into effect for reducing the heating time. (2) Remodeling of Roll Press Machine With regard to the roll press machine which is used to press surface porosity slurry and electrolyte membrane, following examinations were conducted to improve the characteristics of contact. - Roll drive motor torque was reinforced. (3) Review of Screen Process Printing Conditions Screen printing condition were optimized so as to improve formability of slurry layer. The results are shown in Table 8.2.1-2. 8.2.1.5 Development of Stack for Hydrogen Supply Station (1) Testing Apparatus The testing apparatus was diverted for evaluation test of 2,500cm2 cell in 1998. The apparatus is composed of pure water circulation unit, direct current and specimen. (2) Specimen For 1st year and this year, the form of the separator
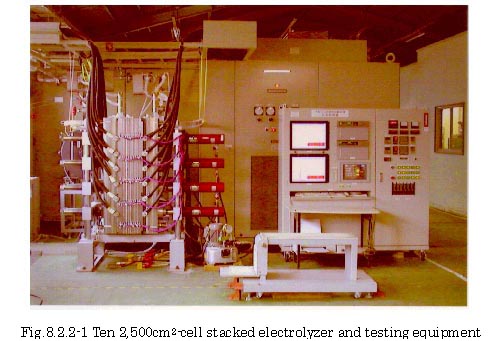
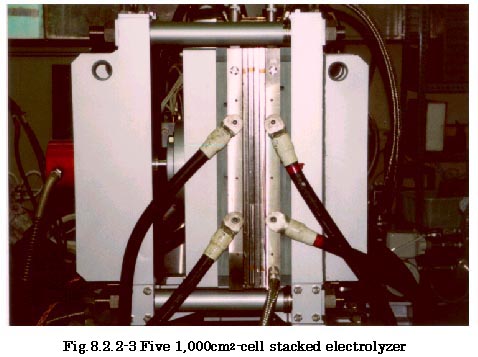
was as follows. (3) Test Condition and Test Results Test conditions are shown in Table 8.2.1-3, the relation between current efficiency and energy efficiency is shown in Figure 8.2.1-3, and current density and energy efficiency are shown in Figure 8.2.1-4. As can be seen from the test results in Table 8.2.1-4, energy efficiency of 92.4%, which exceeds the target of 90%, was obtained under the conditions of 0.5 MPa electrolysis pressure and 120 ℃ electrolysis temperature. 8.2.1.6 Conclusion (a) Tests on 50cm2 cell were conducted. Under the conditions with electrolysis pressure 0.4MPa and electrolysis temperature 120℃, Energy efficiency was stable and more than 93% after 400 hours operation. (b) Improvement of electroless plating, remodeling of roll press machine, and review of screen process printing conditions were contributed to rise energy efficiency as well as improvement of cell. (c) Surface roughness of titanium fiber sintered compact, which is anode current collector, was reduced to improve the characteristics of contact between cell and separators. (d) Prototype of 1,000cm2 cell was developed. In an evaluation test, its efficiency was 92% under the conditions with electrolysis pressure 0.5MPa and electrolysis temperature 120℃. 8.2.2 Development of Technology for Hydrogen Production by Hot- pressing Method Researches on improving properties of large cells, technologies for large-scale laminating, operation under high temperature and pressure, cost reduction and durability were conducted so as to establish technology to produce large-scale laminated electrolytic baths for solid polymer electrolytic method. The results were as follows. 8.2.2.1 Research on Improving Properties of Large Cells (1) Research on improving properties of membrane electrode assembly Examinations were made on methods for particle-size coordination of iridium dioxide. It is possible for iridium dioxide to even up catalyst support and to produce large area electrode with superior electrolytic properties. 4 different sizes of iridium dioxide particles were prepared. 3 of the 4 sizes (below 25mμm, below20μm, below10μm) were prepared through screening after being milled in a mortar. 1 of them (below 0.3μm) was prepared by using pneumatic grinder. With these 4 sizes of iridium dioxide particles, electrolytic properties of anode membrane electrolytic assembly were tested. Results are shown in Table 8.2.2-1. Iridium dioxide, whose particles were adjusted to below 10μm, achieved the highest energy efficiency of 96.2%. When settling property of the catalyst dispersing liquid was tested, it was clarified that influence of settling can be eliminated when catalyst dispersing liquid was provided onto PTFE sheet within 30 seconds after the production, and lead to the production of electrode with uniform supporting. Through this method, membrane electrode assembly whose area is 2,500cm2 was produced, from which a sample for 50cm2 cell was cut out. Bath voltage of the sample was from 1.531V to 1.547V and its superior uniformity was verified. (2)Examinations on Improving Support Collector With regard to flatbed pressing method using metal plates, tests were conducted with the use of titanium fiber sintered plate and stainless fiber sintered plate to verify whether uniformity of support collector thickness and surface smoothness can be improved. As a result, superior power feeder was manufactured when its width was 250mm, length was 270mm and thickness was 1mm under the pressure condition of lower than 80MPa. For example, best thickness accuracy of titanium fiber sintered plate was 22-32m, best thickness accuracy of stainless fiber sintered plate was 24-40μm. Under the pressure condition of higher than 200MPa, surface smoothness contributed to manufacturing superior support collector. For instance, under the pressure condition of 500MPa, surface roughness of titanium sintered plate was R max 37μm〜Ra4.9μm. (3)Examination on Improving Separator Properties Evaluations were made on sealing property of the separator with a structure integrating pure water supply port, gas exhaust port and electrolytic plane. In case of the integrated type, slight clearances were formed at upper end and lower end of the membrane electrode assembly and leakage of gas and water was observed. Based on the results, separators with separable sealing structure for gas and water were developed to keep good condition. 8.2.2.2 Examination on Large Laminating Technology In order to enlarge electrolytic bath, it is critical to develop laminating technology for cells with large electrode surface area. To develop the technology, a bipolar electrode cell with 10 cells, whose electrode surface area were 2,500cm2 each, laminated was developed as a prototype as is shown in Figure 8.2.2-1. Properties were measured with the use of test evaluation system. The staked electrolyzer was constructed with membrane electrode assembly, which was washed enough to remove ionic components that increase cell voltage, positive-negative support collectors and separators. Figure 8.2.2-2 shows measurement results of the electrolytic property, which surpassed target figures. In case that electrolyte membrane was 50μm thick and, mean voltage was 1.556V, energy efficiency was 95.1% and gas purity was 70-80ppm, under the conditions with 80℃ and 1A/cm2. 8.2.2.3 Research on High Temperatur/High Pressure Operation As are shown in Figure 8.2.2-3 and Figure 8.2.2-4, we manufactured; 1) high temperature and high pressure continuous operation system that has good pressure balancing of positive-negative electrode chamber and superior level control of positive-negative gas liquid separator; and 2) staked electrolyzer with 5 cells (electrode area: 1,000cm2). With the system and staked electrolyzer, tests on electrolytic properties were conducted. The results are shown in Figure8.2.2-5 Under the condition with 120℃, 5ata, 1A/cm2, good properties (mean voltage: 1.513V, current efficiency: 100%, energy efficiency: 97.8%) were gained. 8.2.2.4 Research on Technologies for Cost Reduction A separator for cells with 200cm2 electrode surface area was manufactured for experimental purpose by using half-etching method on the surface of titanium plate with high thickness accuracy. As a result, packing ditch and watering ditch (depth 0.7mm) could be cut when the width of 2mm and pitch of 4mm were set. By applying this method, it was possible to reduce watering holes, gas exhaust holes and ditches to connect the elctrolysis chamber and the watering hole or the gas exhaust hole on the titanium plate that require machining. 8.2.2.5 Research on Durability With regard to 50cm2 cell that is composed of 100μm membrane electrolytic assembly, anode side feeder made of platinized titanium fiber sintered plate, and cathode side feeder made of gold-plated stainless fiber sintered plate, a durability test was conducted to determine the durability of it to the condition with 80℃ and current density of 1A/cm2. In 1998, energy efficiency was 84.1% after 21,850 hours operation. In this year, electrolysis continued up to 28,709 hours, however, energy efficiency level declined gradually to 80.2%. The decline in energy efficiency was due to increase in leakage current, which was caused between anode side support collector and cathode side support collector. There was no trouble caused by degradation, therefore, durability of cell parts was ensured up to these hours. 8.2.3 Economics of hydrogen producing plant - Sensitivity Analysis 8.2.3.1 Foreword WE-NET 2nd stage is focusing on research and development with practical use in view. In developing conceptual design, plant scale was reduced to about one tenth (3,000Nm3/h) from the 1st stage (32,000Nm3/h). In addition, specifications of the conceptual design were compared with those of existing hydrogen production technology (alkaline water electrolysis) in order to reveal features of solid polymer electrolyte water electrolysis method and to clarify technological level and economical efficiency that should be achieved for realizing practical use of the method. 8.2.3.2 Conceptual Design of 3000Nm3 Hydrogen Production (1) Conditions of Conceptual Design According to the sensitivity analysis results of 32,000Nm3/h hydrogenproduction plant, current density was set to 2.5A/cm2 (near most economical current density to hydrogen production cost) . Based on this current density, conceptual design was developed with basic conditions as follows. Cell Voltage :1.705V (with 2.5A/cm2, 120℃, membrane :120μm thick) (2) Parameters of Sensitivity Analysis and Standard Conditions Sensitivity analysis was conducted to verify influences of parameters on hydrogen production cost. The parameters and reference values are as follows. Current density : 1-4 A/cm2 (reference:2.5A/cm2 Unit price of cell : 720,000 yen 〜 2,400,000 yen (including costs of cell, polymer electrolyte membrane and catalyst) (reference: 1.2 million yen/m2 (300 thousand yen /2,500cm2)) Ion-exchange membrane life relative index (n) : 0.2〜0.8 (reference: 0.5) current density 1 A/cm3 : membrane life 8 years and current density I A/cm3 : membrane life [8/(I)n] years Unit price of electricity : 2 〜 7.5 yen / kWh (reference: 5 yen / kWh) Ratio of electrolyte membrane and catalyst to unit price : 15〜60% (reference: 30%) (membrane, catalyst cost)/(cell unit price)) Cell voltage : -10% 〜 +10% (reference: 1.705V) Operating temperature : 80℃ 〜 120℃ (reference:120℃) (3) Plant Construction Cost Construction cost of a standard plant was estimated as follows. - Machinery : 823 million yen - Building and foundation : 226 million yen - Total : 1,049 million yen Comparison with the plant construction cost estimated in the past conceptual design is shown in Figure8-3-1. However, the costs for building and foundation are not included in case of 300Nm3/h plant. (4) Layout of Hydrogen Production Plant Figure8-3-2 is the plot plan of the plant. Required space is about 450m2, and 138m2 out of 450m2 is necessary to set electrolyers. Therefore, the space required for producing hydrogen of 1Nm3/h is calculated as 0.05m2. i5jHydrogen Production Cost Table8-3-1 shows the production cost of hydrogen and its breakdown in case that the plant is operated with standard conditions. For comparison, Table 8.2.3-2 shows the hydrogen production cost in 32,000Nm3/h plant (current density: 2.5A/cm2, unit price of cell : 1.2 million yen, operating temperature: 120℃). It showed that production cost becomes 17% higher when production scale goes down to one tenth, based on the hydrogen production cost of 32,000Nm3/h plant. (6) Sensitivity Analysis Results of sensitivity analysis are shown in Figure 8.2.3-3. The results are almost the same as the results of sensitivity analysis when the conceptual design of 32,000Nm3/h plant was developed. As electricity rate for electrolysis has a largest share in the unit price, its sensitivity is the highest among parameters. Cell voltage has almost the same effect, showing improving cells in performance will reduce hydrogen production cost. 8.2.3.3 Comparison with Alkaline Water Electrolysis Method (1) Survey Method Based on the assumption that alkaline water electrolysis system will be built in Tokyo, a specifications form was developed for estimate, which was sent to each of following 2 companies to fill in. - Norsk Hydro Electrolysers As. (Norway) (2) Survey Results Both companies disclosed some information, but both of them had confidential information, too. Particularly, neither of them disclosed the cost of electrolyzer and the unit price of hydrogen production. Consequently, it was impossible to set specific target figures of solid polymer water electrolysis. Based on the collected information, a simple comparison was made with these two companies' electrolyzers. (3) Comparison of Water Electrolysis Table 8.2.3-3 shows a comparison of specifications with those two companies. The difference between the two methods is particular in following areas. - While operating pressure is normal in alkaline water electrolysis, it is high as 0.44MPa in case of solid polymer water electrolysis, which has an advantage in pressurizing hydrogen gas. - Effective cell area is larger in alkaline water electrolysis. (bipolar cell: 1.655m2, unipolar cell: 40m2) - In case of polymer water electrolysis, current density is as 10 times as that of alkaline water electrolysis. As a result, required area for electrolyer is about 20% of the other (in comparison with bipolar type). Since there is no information about plant life, particularly about the life of electrolyer (no reply to the question), durability of them is unknown. According to the information of Norsk Hydro AS., a diaphragm is expected to have more than 10 years of durability with normal usage. 8.2.4 Development of High Temperature Resistant polymeric electrolyte SRI International is developing new polyelectrolyte with high temperature resistance as an alternative to perfluorinated hydrocarbon sulfonic acid ionomer including Nafin for high-temperature electrolytic bath. The objective of this project is to develop solid state polyelectrolyte electrolytic bath that produces hydrogen more efficiently than existing solid polyelectrolyte electrolyte bath. The basis of electrolytic bath is solid polyelectrolyte that functions at high temperature (200℃). Conditions of new high-temperature resistant polyelectrolyte are; 1) high proton conductivity and thermal stability, 2) electrochemical and chemical stability in both oxidation state and reduction state, and 3) good mechanical properties. In this year, new sulfonated aromatic polymer for high-temperature was synthesized. With cast of this polymer solution, it has become possible to adjust thickness of polymer membrane (25cm2) from 100μm to 175μm. Proton conductivity of this polymer membrane was tested with the use of quadrupole alternating current impedance method and relative humidity of 100% as temperature function. Proton conductivity surpassed 0.1 S/cm at 150℃ as is shown in Figure 8.2.4-1. As tensile strength of the polymer membrane is 19,405psi, and tensile coefficient is 522ksi, mechanical strength was verified to be good. In addition, thermogravimetric analysis of this polymer membrane was made in the air, and the membrane was stable to high temperature (higher than 300℃) 8.2.5 Evaluation of High Temperature Resistant polymeric electrolyte Osaka Institute of Industrial Technology evaluated ionic conductivity of high temperature resistant polymer membrane, whose sample was provided by SRI International. As shown Figure8-5-1,with the sample which had the highestconductivity, it was 0.025Scm・1 at 40℃, 0.040Scm・1 at 80℃. It is expected to reach around 0.07Scm-1 at 150℃. Compared to the measurement results of SRI International,the above results show higher conductivity in the low temperature range and lower conductivity in the high temperature range. This discrepancy is believed to originate from the different measuring conditions and methods involved. While SRI International uses the AC4 terminal method in saturated water vapour, the Institute measures conductivity based on the current limit characteristics when electricity is turned on at the time of water electrolysis in pure hydrogen or saturated hydrogen in water vapour, resulting in different states of the electrolytic membrane. A more detailed investigation of the causes of this discrepancy and further examination of the methods to improve the measuring process remain research tasks for the next year. Strength of the membrane has improved significantly from last year. It was durable for several days of evaluation, but crack was inevitable. Compared to existing perfluoro sulfonic acid membrane, properties have not improved enough. More improvement should be made in terms of ionic conductivity and mechanical strength. This year, measuring took place within the design temperature range of the ,measuring instrument used. In the coming years, a suitable measuring range, which takes the critical high temperature characteristic and practical application of the electrolytic membrane into consideration, will be determined to clearly set forth the specifications for testing 8.2.6 Study of Literature Pertaining to Water Electrolysis Water electrolysis is an extremely important industrial process which has been carried out over the years to produce the hydrogen necessary in the chemi- industrial sector for ammonia synthesis ,etc. Although it has been somewhat eclipsed in recent years by cheap hydrogen production through steam reforming of petroleum ,natural gas, etc., it still garners focus as the only industrially established method for extraction of hydrogen from water as a clean, secondary energy source .It is thus concluded that thorough grasp of the present status of research in this regard is extremely important. In this light, a study was carried out of water electrolysis related literature published in recent academic journals, etc. This study focused on publications rendered during the period July 1998〜June 1999,and sets out a summary of the research papers presented as well as important diagrams and figures contained therein. Here ,attention is directed at the main orientation of this research . For more detailed understanding of the content of each treatise it is recommended that reference be made to the original publication.
|
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}