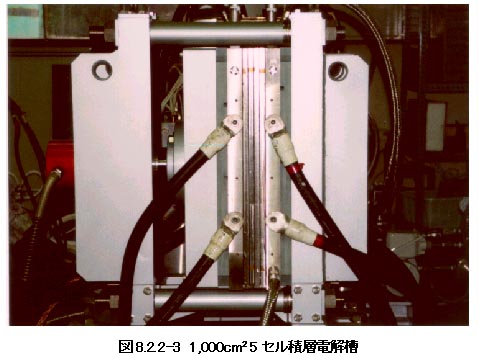
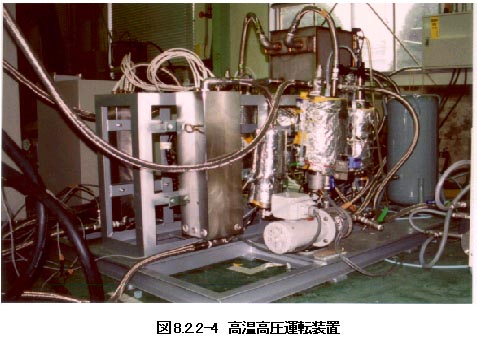
8.�@�^�X�N8�@���f�����Z�p�̊J�� 8.1�@�����J���ڕW �@����11�N�x�́A���f�����@�Q�����i���d�����b�L�@�A�z�b�g�v���X�@�j�ɂ���^�Z���ϑw���i�d�ɖʐ� 2,500cm2�A10�Z���j�̊J�������{����Ƌ��ɁA�^�X�N7�ƘA�g�����f�X�e�|�V�����p�̃Z��(�d�ɖʐ� 1,000 cm2)�̊J���ɂ����肵���B�܂��A��N�Ɉ����������f�����@�̎��p�K�͂ɂ�����œK�����A�T�O�v�����{���A���f�����R�X�g�ɗ^����e�������������B�ύ����ő̍����q�d�����̌����ł́A����ނ̍����q�d�������������A���̓����]�������{�����B�X�ɁA���d���Ɋւ���ŐV�̕����̒������s�����B 8.2�@����11�N�x�̌����J������ 8.2.1�@���d�����b�L�@�ɂ�鐅�f�����Z�p�̊J�� 8.2.1.1����11�N�x�����ڕW (1)�@�����ϋv���̌��㌤�� 8.2.1.2 �����ϋv���̌��㌤�� (1) �d���������� �@����10�N�x�̏����ɑ��A�ȉ��̂Q�_��ύX�����B �E�Z���\���ɂ����đϋv������̊ϓ_����d�������݂�178�ʂ��ƌ��������B �E�d�����͂��툳����0.4MPa�ƍ����������B ���ϋv���������� �E�Z���@�@�F1,000cm2���d�ɐڍ��̂���o����50cm2���d�ɐڍ��́B (2)�@�����d�𐫔\ �@�d�����x��ω��������ꍇ�́A�����d�𐫔\�]�����ʂ��}8.2.1-1�Ɏ����B�d�����x120���̏ꍇ�ɂ́A�G�l���M�[����93%�ȏ�������Ă���A�i�t�B�I��117���i����178��m�j��p���Ă��G�l���M�[����90%�ȏ��B���ł��邱�Ƃ��m�F�����B�@�@�@�@�@�@ (3)�@�ϋv�������� �@�ϋv��������}8.2.1-2�Ɏ������B �@��500���Ԃ܂ŁA�G�l���M�[������93%�ň��肵�����\�������Ă���B (4)�@1,000cm2���d�ɐڍ��̗p�ϋv���������u�̐��� �@1,000cm2���d�ɐڍ��̗p�̑ϋv���]�����u��V�K���삵���B �@���u�̊�{�d�l�͈ȉ��̒ʂ�Ƃ����B �E�d�����x�G�`130�� 8.2.1.3 ��ʐσZ���ϑw���Z�p�̊J�� (1) ���d�̕\�ʐ���̉��� �@�z�ɋ��d�̂ł���`�^���@�ۏČ��̂̐ڐG�������ǂ��邽�߁A�e��̕��������������B���̌��ʂ��\8.2.1-1�Ɏ������B������̏����ɂ����Ă����ʂ��F�߂�ꂽ�B���ɁA�����^�����ł��\�ʑe���̒ጸ���ʂ�����ꂽ�B����A�d�𐫔\�]����i�ߍœK���������Ȃǂ��������Ă����\��ł���B 8.2.1.4 �Z���\���œK���Z�p�̊J�� (1)�@���d�����b�L�@�̉��� �@�]���̃��b�L�Z�����P�������ɐZ�Ђ��O����胁�b�L�Z�������̃��b�L�t������������@�ł́A���b�L�t�̉����ɒ����Ԃ�v���Ă����B���̂��߁A1,000cm2�p���b�L�Z���Ɋւ��ẮA���b�L�t���Ƀq�[�^�ڑ}��������@�ɉ��P���A��ƌ����̌����}��ƂƂ��ɁA�ǍD�ȃ��b�L�������邱�Ƃ��m�F�����B (2)�@���[���v���X�@�̉��� �@�\�ʑ��E���X�����[�w�Ɠd�������̐ڍ��ɗp���郍�[���v���X�@�Ɋւ��A�ڍ�������ׂ̈Ɉȉ��̌������s�����B �E���[���쓮���[�^�g���N�̑����B (3) �X�N���[����������̌����� �@�X�N���[������̐��`�������ǂ��邽�߂ɁA�g���̍œK�����s�����B���ʂ�\8.2.1-2�Ɏ����B 8.2.1.5 ���f�����X�e�[�V�����p�X�^�b�N�̊J�� (1) �������u �@�{�������u�͕���10�N�x�Ɏ��{����2,500cm2���d�ɐڍ��̕]�������ɗp�����������u�̗��p�ł���B�������u�͎�ɏ����z���u�A�����d���A�����̂���\�������B (2) ������ �@��N�x����і{�N�x�g�p�̃Z�p���[�^�`��͈ȉ��̒ʂ�Ƃ����B (3) ���������y�ю������� �@�����������\8.2.1-3�ɁA�d�����x�ƃG�l���M�|�����̊W���}8.2.1-3�ɁA�d�����x�Ɠd�����x��G�l���M�[�����̊W��}8.2.1-4�Ɏ����B�\8.2.1-4�̎������ʂɎ������ʂ�A����0.5MPa�A120���̏������ɂ����āA�G�l���M�[����92.4%�������A�ڕW��90%�����錋�ʂƂȂ����B 8.2.1.6 �܂Ƃ� (a) 50cm2���d�ɐڍ��̂ɂāA�d������0.4MPa�A�d�����x120���̏������ŁA��500���Ԃ̉^�]�ɂ����āA�G�l���M�[����93%�ȏ�̈��肵���d�������]�����ʂ��B (b) ���d�����b�L�@�̉��ǁA���[���v���X�@�̉����A�y�уX�N���[����������̌��������s���A���d�ɐڍ��̐���̍�ƌ����̌����}��ƂƂ��ɁA�i���̌����}�����B (c) �z�ɋ��d�̂ł���`�^���@�ۏČ��̂̕\�ʑe�x�����������A���d�ɐڍ��́A�Z�p���[�^�Ƃ̐ڐG���̉��P��}�����B (d) 1,000cm2���d�ɐڍ��̂����삵�A�d������0.5MPa�A�d�����x120���̏������ŃG�l���M�[����92%�̕]�����ʂ������A�{�N�x�ڕW�Ƃ���G�l���M�[����90%�ȏ��B�������B 8.2.2�@�z�b�g�v���X�@�ɂ�鐅�f�����Z�p�̊J�� 8.2.2.1 ��^�Z���̓�������̌��� (1) ���d�ɐڍ��̂̓�������̌��� �@�G�}�̒S���ʂ��ψ�ɂł��d������ɗD�ꂽ��ʐς̓d�ɂ̐�����\�Ƃ����_���C���W���E���̗��a�̒������@�ɂ��Č������s�����B �@�����ŕ��ӂ�����X�N���|����p����25�ʂ��ȉ��A20�ʂ��ȉ��A10�ʂ��ȉ��Ƃ����y�ыC�����Ӌ@��p����0.3�ʂ��ȉ��Ƃ����S��ނ̗��a�̓�_���C���W���E�����z�ɂł��閌�d�ɐڍ��̂̓d������ׂ��B�\8.2.2-1�Ɍ��ʂ��������A10�ʂ��ȉ��̗��a�ɒ���������_���C���W���E���̏ꍇ��96.2���̍ł������G�l���M�|����������ꂽ�B�܂����̐G�}���U�t�̒��~�����ׂ��Ƃ���PTFE�V�|�g��ւ̐G�}�̕��U�t�̋������쐻��30�b�ȓ��ɍs���Β��~�̉e�����Ȃ����S���ʂ��ψ�ȓd�ɂ�����ł��邱�Ƃ����炩�ƂȂ����B �@���̕��@�ɂ�萻�삵���ʐς�2,500cm2�̖��d�ɐڍ��̂���o����50cm2�Z���p�̎����̓d��d����1.531�`1.547V�ł���ψꐫ���D��Ă��邱�Ƃ��m�F���ꂽ�B (2) ���d�̂̓�������̌��� �@�������̉����̊Ԃʼn����Ԃ����ʃv���X�@�ɂ��ă`�^���y�уX�e�����X�@�ۏČ��������Ƃ��ċ��d�̂̌����̋ψꐫ�ƕ\�ʂ̕�����������ł��邩�𖾂炩�ɂ��邽�ߌ��ʂ̊m�F�������s�����B ���̌��ʁA80�l�o���ȉ��̉����������ŕ�250mm�A����270mm�A����1mm�̐��@�̌������x���D�ꂽ���d�̂삷�邱�Ƃ��ł����B�Ⴆ�A�������x�̓`�^���@�ۏČ��ł�22�`32���X�e�����X�@�ۏČ��ł�24�`40�ʂ��ł������B�܂��A200MPa�ȏ�̉����������ɂ����Ă͕\�ʂ̕��������D�ꂽ���d�̂삷�邱�Ƃ��ł����B�Ⴆ�A500MPa�̉����ł́A�`�^���@�ۏČ��̕\�ʑe���́A�qmax 37�ʂ��A�q��4.9�ʂ��ł������B (3) �Z�p���|�^�̓�������̌��� �@�����̋����A�K�X�r�o�����Ɠd�������̃p�b�L���Ƃ���̂̍\���̃Z�p���|�^�|�̃V�|�������ɂ��ĕ]�������{�����B��̌^�ł͖��d�ɐڍ��̂̏�E�����[���ɋ͂��Ȍ��Ԃ��`����������ȘR�ꂪ�m�F���ꂽ�B���̌��ʂɊ�Â��āA�����^�̃V�|���\���̃K�X�Ɛ��̃V�|�����ǍD�ɕۂ��Ƃ��ł���Z�p���|�^�|�삷�邱�Ƃ��ł����B 8.2.2.2 ��^�ϑw�Z�p�̌��� �@�}8.2.2-2�ɁA���̓d������̑��茋�ʂ��������A�ڕW�l������D�ꂽ�d�����������ꂽ�B �Ⴆ�A����50�ʂ��̓d��������p�����ꍇ�A80���A1A/cm2�̏������ŕ��ϓd��1.556V�A�G�l���M�|����95.1���A�K�X���x70�`80�������̓���������ꂽ�B 8.2.2.3 ���������^�]�Z�p�̌��� 8.2.2.4 ��R�X�g���Z�p�̌��� 8.2.2.5 �ϋv���̌��� �@���̃G�l���M-�����̒ቺ�͗z�E�A�����d�̂̊Ԃɐ����Ă����R�k�d���������������߂ł������B�ɂ��g���u���������͂Ȃ��A���̎��Ԃ܂ł͂����̃Z�����i�̑ϋv���͊m�ۂ���Ă����Ƃ�����B 8.2.3�@���f�����v�����g�̌o�ϐ� 8.2.3.1 �T�v 8.2.3.2 3,000Nm3/h���f�����T�O�v (1) �T�O�v�̏��� �@32,000Nm3/h���f�����v�����g�̊��x���͌��ʂ���A�d�����x��2.5 A/cm2�ɐݒ肵���i���f�����P���Ɋւ��čł��o�ϓI�ɂȂ�d�����x�ߖT�j�B������x�[�X�ɉ��L�̏�������{�����Ƃ��ĊT�O�v�����{�����B �Z���d���F 1.705V�i2.5 A/cm2,120��,����:120��m���j (2) ���x���͂̕ϓ����q�Ɗ���� �@���f�����R�X�g�ɌW��鏔���q�̉e���x�ɂ��āA���x���͂����{�����B���̕ϓ����q�Ɗ�����͈ȉ��̒ʂ�ł���B �d��d�����x�F 1�`4 A/cm2�i��F2.5 A/cm2�j �d�𑅒P���@�F 72���~�`240���~ (�Z���A�����q�d�������A�G�}�̃R�X�g���܂߂��l) �C�I��������������w���F 0.2�`0.8�i��F0.5�j�@ �d�����x1 A/cm2���F������8�N�C �d�����xI A/cm2���F�������y(8/(I/1)n)�z �N �d�͗����F 2�`7.5�~/kWh�i��F5�~/kWh�j �d�������E�G�}�P����F 15�`60%�i��F30%�j(����G�}�R�X�g)/(�Z���P��)�j �d��d���@�@�F -10%�`+10% (��F1.705V)�@ �d�����x�@�@�F 80���`120��(��F120��) (3) �v�����g���ݔ� �@��v�����g�̌��ݔ�͈ȉ��̂悤�ɐώZ���ꂽ�B
�@����܂Ŏ��{�����T�O�v�œ���ꂽ�v�����g���ݔ�Ƃ̔�r���}8.2.3-1�Ɏ����B�A���A300Nm3/h�v�����g�̏ꍇ�͌����E�y����p���܂܂�Ă��Ȃ��B (4) ���f�����v�����g�z�u �@�}8.2.3-2�Ƀv�����g���ʐ}�������B���v�~�n�ʐς͖�450m2�ł���A�d�𑅐ݒu�ʐς�138m2�ł���B�]���Đ��f����1Nm3/h������0.05m2�K�v�ƌv�Z�����B �i5�j���f�����P�� �@�\8.2.3-1�Ɋ�����Ńv�����g���^�]�����ꍇ�̐��f�����P������т��̓���������B��r�̂��߂�32,000Nm3/h�v�����g�ɂ����鐅�f�����P��(�d�����x�F2.5A/cm2, �d�𑅒P���F120���~, �^�]���x�F120���x�[�X)���\8.2.3-2�Ɏ����B32,000Nm3/h�v�����g����Ɏ��ƁA���Y�ʂ�10����1�̃v�����g�ł͐��f�P������17%�����Ȃ�B (6) ���x���́@ �@���x���͌��ʂ��}8.2.3-3�Ɏ����B���̌��ʂ�32,000Nm3/h�v�����g�T�O�v���̊��x���͂Ɩw�Ǖς��Ȃ����ʂƂȂ��Ă���B�d��p�̓d�͔���f�P���ɐ�߂�䗦���������Ƃf���āA�e�����q�̒��ň�ԑ傫�Ȋ��x�������Ă���B�قړ����x�̉e����^����̂��d��d���ŁA�Z���̐��\���オ���f�����R�X�g�̒ጸ�ɑ傫���q���邱�Ƃ������Ă���B 8.2.3.3�A���J�����d��@�Ƃ̔�r (1) �������@ �@�A���J�����d�u��s���ɐݒu����Ƃ����O��ŁA 3,000Nm3/h���f�����v�����g�̋@�ނ̋����Ɋւ��Č��ώd�l�����쐬�A�ȉ��̂Q�Ђɔ����������߂��B (2) �������� �@���ЂƂ��J���ł�����A�ł��Ȃ������A���ɓd�𑅃R�X�g�A���f�����P���Ɋւ��Ă͗��ЂƂ����J���͂Ȃ������B�]���āA�ő̍����q�d�������d��@�̋�̓I�ڕW�l��ݒ肷�邱�Ƃ��ł��Ȃ������B�����ŁA����ꂽ������ɁA���d��@�̉����т̔�r�������Ȃ����B (3) ���d��@�̔�r �@�\8.2.3-3�ɐ��d��@�����̔�r�ꗗ�������B���̂����A���҂ő傫���قȂ�_�͈ȉ��̒ʂ�ł���B �E�^�]���͂��A���J�����d���ł͏툳�Ȃ̂ɑ��A�ő̍����q�d�������d���ł�0.44MPa�ƍ����A��i�Ő��f�K�X���������鎞�ɂ͌�҂��L���ł���B �E�A���J�����d���ł͗L���Z���ʐς��o�C�|�[���Z���G1.655 m2����у��j�|�[���Z���G40m2�Ƒ傫���B �E�ő̍����q�d�������d���ł͓d�����x���A���J�����d���̂P�O�{����̂ŁA�d���̏��v�ʐς͖�20%�ōςށi�o�C�|�[���^�C�v�̔�r�j�B �@�v�����g�����A���ɓd�����Ɋւ��Ă͏�Ȃ����߁i����ɑ���Ȃ��j�A�ǂ̒��x�̑ϋv����L���Ă��邩���s���ł���B�B��A�u���ɂ��Ă̏����AN�Ђł͒ʏ�̎g�����łP�O�N�ȏ�̎��������҂ł���悤�ł���B 8.2.4�@�ύ��������q�d�����̊J�� �@�{�N�x�́A�V���������p�X���z�����F�����|���}�[�����������B���̃|���}�[�n�t����̃L���X�g�ɂ��A������100��m����175��m�܂ŕς�����ʐϖ�25cm2�̍����q�������邱�Ƃ��\�ƂȂ����B�{�����q���ɂ��āA�l�Ɍ𗬃C���s�[�_���X�@��p���A���x�̊��Ƃ��đ��Ύ��x100���Ńv���g���`���x�̎������s�����B���̃v���g���`���x�́A�}8.2.4-1�Ɏ����悤��150����0.1 S/cm����l���������B �@���̍����q���̈��������́A19,405 psi�A�����W���́A522 ksi�Ƃ����ǍD�ȋ@�B�I���x��L���邱�Ƃ��킩�����B�܂��A��C���ł̖{�����q���̔M�d�ʕ��͂���A����300���ȏ�̍����܂ŔM�I�Ɉ���ł��邱�Ƃ������ꂽ�B 8.2.5�@�ύ��������q�d�����̕]�� �@�܂��A����͑��葕�u�̎d�l���x�̈�ł̌v�����s�������A����͓d�������̓����Ƃ��Ă̍������E�����y�ю��p�����l���������艷�x�̈擙�������E�ݒ肵�Ď����d�l�m�ɂ���B 8.2.6 ���d���Ɋւ��镶������ �@�����ŁA�ŋ߂̊w����ŕ���Ă��鐅�d���Ɋւ��镶�����������{�����B�����ΏۂƂ��āA�����1998�N7���`1999�N6����1�N�Ԃɕ��ꂽ���̂Ƃ��A�e�_���̊T�v�Ǝ�v�Ȑ}���邢�͕\���������B�Ȃ��A�����ł͌����̑傫�ȗ���̔c������ȖړI�Ƃ��Ă���A�e�_���ɂ��Ă̏ڂ������e�͌�����Q�Ƃ��Ă������������B �@
|
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}